
องค์กรบริษัทในฐานะผู้ผลิตสินค้าขับเคลื่อนผลประกอบการด้วยประสิทธิภาพของเครื่องจักรและคุณภาพของการผลิต โดยเฉพาะอย่างยิ่งถ้าต้องผลิตในระบบอุตสาหกรรมที่มีการแข่งขันสูง จะเกิดอะไรขึ้นถ้าเครื่องจักรของคุณขัดข้อง? หรือล้มเหลวจนต้องหยุดสายงานการผลิต (Machine Downtime) สิ่งนี้คือฝันร้ายที่ไม่มีใครอยากเจอ TPM หรือ Total Productive Maintenance คือ เครืองมือที่ช่วยให้คุณระวังไม่ให้เหตุข้างต้นเกิดขึ้น แต่ TPM คืออะไรกันแน่ จะใช้งานอย่างไร ประโยชน์ที่เกิดขึ้น เหตุใดจึงควรนำมาใช้ในองค์กรของคุณ บทความนี้ Good Material จะมาเล่าให้ฟังครับ
TPM : Total Productive Maintenance คือ
TPM : Total Productive Maintenance คือ ปรัชญาการมีส่วนร่วมในการบำรุงรักษาอุปกรณ์ทั้งหมดของภาคการผลิตเพื่อเข้าสู่ระดับใหม่ เป้าหมายคือการป้องกันการสูญเสียใด ๆ ที่เกี่ยวข้องกับการบำรุงรักษาเครื่องจักร (The 6 Big losses) ดังนั้นจึงไม่ควรมีการหยุดงานโดยไม่กำหนดล่วงหน้า (Unplanned Maintenance) ไม่มีการหยุดเล็กน้อยหรือการทำงานช้า เรียกว่าไม่มีข้อบกพร่องจากการทำงานของเครื่องจักรเกิดขึ้น และเพิ่มประสิทธิภาพของเครื่องจักร (Increase OEE) รวมถึงสร้างสภาพแวดล้อมการทำงานที่ปลอดภัยสำหรับพนักงานทุกคน
- Total : ในความหมายของ TPM คือ “Total Involvement” หรือ “การมีส่วนร่วมทั้งหมด”
- Productive หมายถึง การบรรลุตามวัตถุประสงค์หรือเป้าหมายที่พึงปรารถนาหรือเป็นไปตามที่คาดหวังไว้ พูดง่ายๆ ชัดๆ ก็คือ ประสิทธิผล พิจารณาจากการนำผลของงาน โครงการ หรือกิจกรรม ที่ได้รับเปรียบเทียบกับวัตถุประสงค์ หรือเป้าหมาย
TPM เป็นกระบวนการที่ให้พนักงานทุกคนมีส่วนร่วมในการบำรุงรักษาอุปกรณ์ เครื่องจักรของตนเองเพื่อบรรลุเป้าหมายโดยรวมขององค์กร พร้อมกับเน้นเทคนิกการบำรุงรักษาเชิงรุก (Proactive Maintenance) และ การบำรุงรักษาเชิงป้องกัน (Preventive Maintenance) เพื่อการผลิตที่สมบูรณ์แบบนั่นคือ
- No Breakdown : ไม่มีการหยุดงาน โดยไม่ได้วางแผน
- No Small Stops or Slow Running : ไม่มีการหยุดเล็กๆน้อย หรือ เครื่องจักรทำงานช้าลง
- No Defects : ไม่มีของเสียส่งถึงมือลูกค้า
- No Accidents : ไม่มีอุบัติเหตุที่ส่งผลต่อความปลอดภัยของพนักงาน
ก่อนที่ผมจะเล่าถึงเครื่องมือของ TPM เพื่อลดการสูญเสียและเพิ่มผลผลิต ผมขอเล่าถึงประวัติคร่าวๆ และจุดเริ่มต้นให้รู้จักกันสักนิดนะครับ
ประวัติของ Total Productive Maintenance
- พ.ศ. 2503 : การใช้งาน Total Productive Maintenance ถูกพบว่ามีการดำเนินการจนประสบความสำเร็จครั้งแรกในปี 1960 โดยบริษัท Nippon Denso Co. ซึ่งเป็นบริษัทผลิตชิ้นส่วนรถยนต์ให้กับบริษัท Toyota นี้เป็นจุดเริ่มต้นการใช้งานอย่างแพร่หลายของ TPM ในประเทศญี่ปุ่น
- พ.ศ. 2514 : ในปี 1971 บริษัท Nippon Denso Co. ได้รับรางวัล “Distinguished Plant Award” จากสถานบัน Japan Institute of Plant Maintenance หรือชื่อย่อว่า “JIPM”

คุณ Seiichi Nakajima เครดิตรูปภาพจาก wikipedia.org
-
- พ.ศ. 2493 – พ.ศ. 2513 : TPM ถูกคิดและพัฒนานช่วงปี 1950 – 1970 โดยคุณ Seiichi Nakajima ที่ตำรงตำแหน่ง Vice Chairman of JIOPM ซึ่งภายหลังคือ JIMP คุณ Seiichi Nakajimaเป็นคนที่ผลักดันให้โรงงานกว่าร้อยแห่งในญี่ปุ่นให้นำหลักการ TPM ไปใช้ ซึ่งถือว่าคุณ Seiichi เป็นบิดาผู้ให้กำเนิน TPM ก็ว่าได้
- พ.ศ. 2533 : ในยุโรปตัวอย่างบริษัทระดับโลกที่ดำเนินการปรับปรุงการผลิตด้วย TPM คือ Volvo , Ghent Belgium ซึ่งได้รับรางวัลด้านประสิทธิภาพ และต่อมาบริษัทในยุโรปอื่น ๆ หลายแห่งได้ดำเนินการตามหลักการของคุณ Seiichi เพื่อปรับปรุงคุณภาพการผลิตจนแพร่หลายถึงปัจจุบัน
ผังแนวคิดของ TPM ที่ Nippon Denso เปิดเผยครั้งแรกในช่วงปี 1960
ผู้มีส่วนเกี่ยวข้องกับการใช้งาน TPM
การบำรุงรักษาที่มีประสิทธิผลโดยรวมต้องอาศัยความพยายามในการประสานงานของพนักงานทุกคนตั้งแต่ระดับล่างจนถึงผู้บริหารระดับสูง
1.ผู้จัดการโรงงานและผู้บริหารระดับสูง
ผู้บริหารระดับสูงควรเป็นผู้กำหนดและส่งเสริม TPM ให้เป็นนโยบายขององค์กร ในขณะที่ผู้จัดการโรงงาน (Plant Manger) หรือ วิศวกรด้านความน่าเชื่อถือ (Reliability Engineer) จะเป็นทัพหน้าเพื่อระบุความเสี่ยงที่เกี่ยวข้องกับทรัพย์สินและเครื่องจักร พวกเขาเป็นบุคคลสำคัญที่ทำงานโดยตรงในการกำจัดความสูญเสีย การจัดการกับความเสี่ยง และจัดการทรัพย์สินตลอดอายุการใช้งาน ตำแหน่งระดับสูงสามารถเข้าถึง และตีความข้อมูลส่วนต่างๆ ผ่าน CMMS ขององค์กรและคำนวนความสูญเสียที่เกี่ยวข้องและให้ข้อมูลเชิงลึกทางธุรกิจกับส่วนต่างๆต่อไป เพื่อกำหนดเป็นแนวทางการปฎิบัติงาน และ KPI เพื่อเป็นตัวกำหนดทิศทางในการดูแลเครื่องจักรอย่างมีประสิทธิภาพ
2.ผู้ดำเนินการ/ผู้ปฎิบัติงาน
ผู้ปฎิบัติงานมีหน้าที่รับผิดชอบแต่เพียงผู้เดียวในการบำรุงรักษาอุปกรณ์ ทำความสะอาดและดูแลระบบหล่อลื่นให้สมบูรณ์เป็นประจำเพื่อประสิทธิภาพที่ดีของเครื่องจักร ในหลายองค์จะผู้ปฎิบัติงานควรทำงานควบคู่กับ วิศวกรด้านความน่าเชื่อถือ (Reliability Engineer) เพื่อช่วยระบุระยะเริ่มต้นของการเสียดสีของอุปกรณ์จากการหล่อลื่นที่ไม่ดี หรือน้ำมันหล่อลื่นเริ่มเสื่อมประสิทธิภาพจากความสกปรกของน้ำมัน เช่น ควรรู้ว่าเมื่อใดมีน้ำเข้าผสม เกิดการออกซิเดชั่น หรือ มีค่าสิ่งสกปรกเกินมาตรฐาน เพื่อช่วยลดและป้องกันการสึกหรอของเครื่องจักร
3.ผู้จัดการฝ่ายซ่อมบำรุง ช่างซ่อมบำรุง และช่างเทคนิค
ผู้จัดการฝ่ายซ่อมบำรุงและช่างเทคนิคมีบทบาทสำคัญเนื่องจากมีส่วนร่วมในการฝึกอบรมผู้ปฎิบัติงานเพื่อให้บรรลุเป้าหมายของบริษัท ดังนั้นการให้ข้อมูลของผู้จัดการฝ่ายซ่อมบำรุงและช่างเทคนิคจึงมีความสำคัญในมาตรการป้องกันขั้นสูงและเป็นส่วนสนับสนุน หนึ่งในเสาหลักของ TPM ในหัวข้อการซ่อมบำรุงโดยอัตโนมัติ (Autonomous Maintenance) และเป็นส่วนหนึ่งของการเพิ่ม KPI ของผู้ปฎิบัติงานและฝ่ายต่อไป ตามมาตรฐานของผู้บริหารระดับสูงและวิศวกรด้านความน่าเชื่อถือ
ประโยชน์ 3 ข้อของการใช้ Total Productive Maintenance
1.ลดต้นทุน
ต้นทุนในโรงงานอุตสาหกรรมมีหลายมิติ ต้นทุนที่มองเห็นได้ชัดคือ ค่าแรง ค่าเปลี่ยนอะไหล่จากการสึกหรอหรือเสียหาย ค่าน้ำมันหล่อลื่นเครื่องจักร ทุกครั้งที่เครื่องจักรเกิดการเสียหายขึ้นจะต้องมีค่าใช้จ่ายทั้งสิ้น แต่มีต้นทุนอีกส่วนหนึ่งที่หลายคนไม่ได้นำมาพิจารณาด้วยเพราะเป็นต้นทุนที่มองไม่เห็นคือ ต้นทุนค่า เสียโอกาสจากการหยุดสายงานการผลิตเป็นจำนวนหลายแสนถึงหลานล้านบาทต่อชั่วโมง และต้นทุนค่าอัตราดอกเบี้ยของเครื่องจักร (ในกรณีที่ยังผ่อนชำระอยู่) ทั้งหมดนี้สามารถลดลงได้จากการนำ TPM มาปรับใช้จนประสบความเร็จซึ่งจะช่วยในเรื่อง
- ลดเวลาของการหยุดงานโดยไม่ได้วางแผนลง (Reduce Unplanned Maintenance) แนวทางการทำงานของ TPM มุ่งเน้นไปที่การเพิ่มขีดความสามารถของพนักงานและกระตุ้นและปลูกฝังให้พนักงานมีความเป็นเจ้าของเครื่องจักรและอุปกรณ์ซึ่งจะช่วยเพิ่มระยะเวลา และประสิทธิภาพการผลิต
- เวลาหยุดทำงานของเครื่องจักรลดลง (Reduce Machine Downtime) เมื่อเครื่องจักรมีประสิทธิภาพจากการดูแลที่ดี มีความต่อเนื่อง จะช่วยให้เครื่องจักรทำงานได้อย่างต่อเนื่องและมีประสิทธิภาพ
- ในแง่ของการวัดผล จากการลดการหยุดงานของเครื่องจักร เมื่อนำมาคำนวนเป็น KPI จากการวัดผลองค์กรจะส่งผลถึงค่า OEE (Overall Equipment Effectiveness) ที่เพิ่มขึ้น
2.ผลผลิตมีคุณภาพมากขึ้น เพิ่มผลกำไรและความพอใจ
หนึ่งในเครื่องมือหรือเสาหลักของ TPM คือ การปรับปรุงรักษาคุณภาพ (Quality Maintenance) ให้เขากับกระบวนการผลิตของคุณ แนวทางนี้แสดงให้เห็นถึงการปรับปรุงคุณภาพและจะส่งผลถึงความพอใจของลูกค้า
แต่ก่อนที่จะไปถึงการผลิตที่มีคุณภาพได้ คุณต้องสามารถระบุข้อบกพร่องในกระบวนการผลิตให้ได้เสียก่อน แล้วมอบหมาย “งาน” ในส่วนของการปรับปรุงคุณภาพในแต่ละจุดของการผลิต
ผมขอยกตัวอย่าง เคสผู้ผลิตมันฝรั่ง ที่นำโปรแกรม TPM ไปปรับใช้และเพิ่มคุณภาพของสินค้า
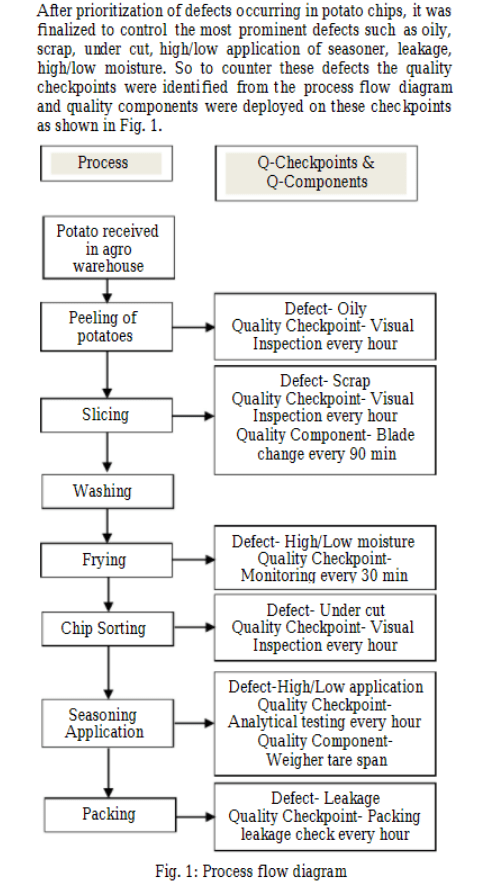
ที่มา : The impact of Quality Maintenance Pillar of TPM on manufacturing performance
หลังจากระบุจุดบกพร่อง ทำรายงานออกมาเป็น Process Flow Diagram และเข้าไปปรับปรุงคุณภาพให้ดีขึ้น เป็นผลให้บริษัท ได้รับผลงานการผลิตที่มีคุณภาพดีขึ้นและคะแนนการร้องเรียนจากลูกค้าลดลงจนเป็นศูนย์ บริษัทสามารถบรรลุเป้าหมายในการสร้าง ความพึงพอใจลูกค้า
ถ้าคุณปรับการใช้งานได้อย่างเหมาะสมจะช่วยในเรื่อง…
- เพิ่มคุณภาพของการของผลผลิต
- สามารถผลิตสินค้าที่มากขึ้นในเวลาที่น้อยลง
- ลดการส่งของเสียถึงมือลูกค้า
- ลดการร้องเรียนจากลูกค้า จนเป็นการสร้างความพอใจ
3.สภาพแวดล้อมการทำงานที่ปลอดภัย
เนื่องจาก TPM เริ่มจากรากฐานของ 5ส (5S) จึงมีการจัดระเบียบและทำความสะอาดสถานที่ทำงานไว้อย่างเป็นระบบ จึงนำไปสู่สภาพแวดล้อมในการทำงานที่ปลอดภัยมากยิ่งขึ้น การที่ให้พนักงานมีส่วนร่วม มีความเป็นเจ้าของ โดยความคิดที่ว่าจะให้สถานที่ทำงานของพวกเขาเองเรียบร้อยดี จะช่วยลดการเกิดอุบัติเหตุในโรงงานอุตสาหกรรมลง
หลักการ 8 ข้อของ Total Productive Maintenance
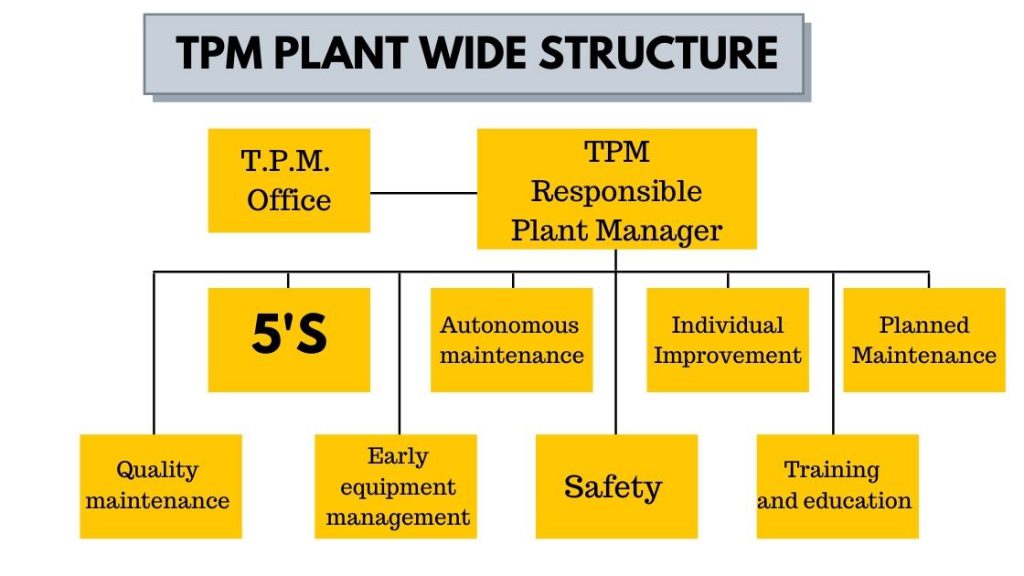
หลักการพื้นฐานของ Total Productive Maintenance จะประกอบไปด้วย 1 รากฐาน และ 8 เสาหลัก ที่ช่วยในการกำหนดกรอบ ลดความไร้ระเบียบขององค์กรและพนักงาน ประกอบขึ้นเป็นโครงสร้างเพื่อให้ประสบความสำเร็จ
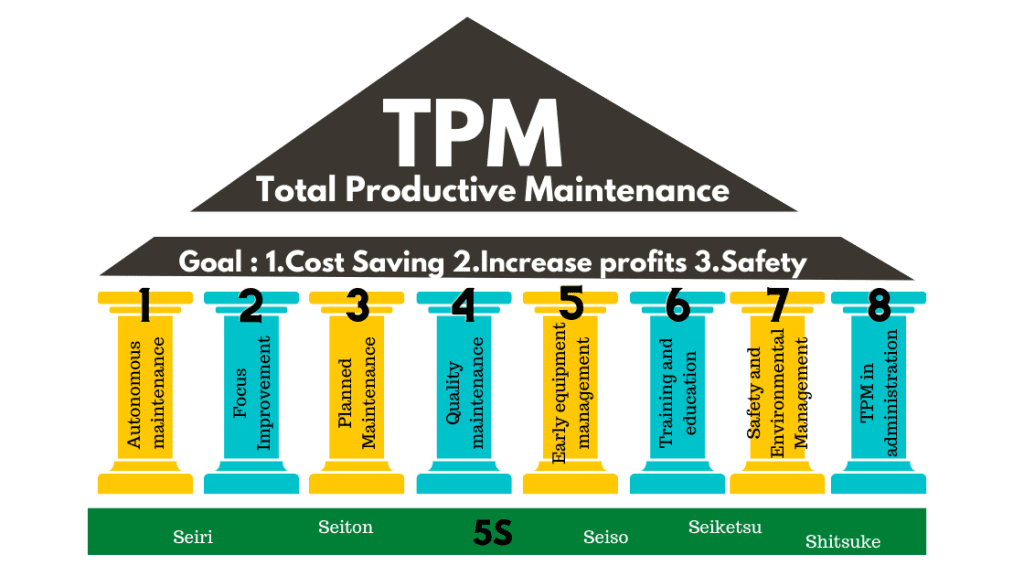
พื้นฐานเริ่มที่ 5ส หรือ 5S
กระบวนการทั้งหมดเริ่มต้นด้วย 5ส หรือ 5S ปัญหาจะไม่สามารถมองเห็นได้ชัดเจนเมื่อสถานที่ทำงานไม่มีการจัดระเบียบ การทำความสะอาดและการจัดเรียบสถานที่ทำงานช่วยให้ทีมสามารถค้นพบปัญหาได้ และการทำให้เรามองเห็น รับรู้ถึงปัญหาเป็นขั้นตอนแรกของการปรับปรุง
โมเดล 5ส หรือ 5S ประกอบด้วยขั้นตอนต่อไปนี้
- Seiri (สะสาง) : คือการจัดระเบียบระหว่างที่ของสำคัญที่จำเป็นและใช่บ่อย แยกออกจากรายการที่ไม่จำเป็น หรือไม่มีความสำคัญ โดยเรียงลำดับจากความสำคัญ ต่ำ ปานกลาง และสูง โดยขั้นตอนนี้จะช่วยแยกสิ่งจำเป็น และไม่จำเป็นออกเพื่อง่ายต่อการค้นหา
- Seiton (สะดวก) : แนวคิดของ Seiton คือ “การระบุสิ่งของให้เข้ากับตำแหน่ง” ควรวางของหลังการใช้ไว้ที่เดิม เพื่อให้ระบุในรายการได้ง่าย อาจจะใช้ป้ายชื่อ และ แท็กสี กำกับ รวมถึงการจัดระเบียบการวางในขั้นแนวตั้ง เช่น ใช้ของที่มีน้ำหนักมากไว้ด้านล่างของชั้นวาง โดยทั้งหมดนี้เพื่อสะดวกต่อการหยิบจับใช้งาน
- Seiso (สะอาด) : การร่วมใจกับทำความสะอาดที่ทำงานให้ปราศจากน้ำมันจากการรั่วจากเครื่องจักรไหลลงพื้น เสี้ยนของโลหะ ไม่มีสายไฟห้อยหลวม ฯลฯ
- Seiketsu (สร้างมาตรฐาน) : พนักงานต้องหารือร่วมกันและตัดสินใจเกี่ยวกับมาตรฐานในการรักษาสถานที่ทำงาน เครื่องจักร ทางเดินให้เรียบร้อยและสะอาด โดยการตัดสินใจร่วมกันจะสร้างมาตรฐานสำหรับทั้งองค์กร และมีการทดสอบ หรือ ตรวจสอบเป็นประจำ
- Shitsuke (สร้างวินัย) : การพิจารณาและใช้งาน 5ส ถือเป็นวิถีชีวิตและเป็นการสร้างวินัยในตนเองของพนักงาน ซึ่งรวมถึงการสวมป้ายการปฎิบัติงานตามขั้นตอนการทำงาน มีความตรงต่อเวลา อุทิศตนเพื่อองค์กรเป็นต้น
บทความที่เกี่ยวข้อง : 5ส คืออะไร ทุกเรื่องที่ควรรู้ในการใช้งาน 5S เพื่อผลประโยชน์องค์กร
หลังจากที่คุณสามารถปรับใช้หลักการ 5ส เพื่อจัดระเบียบได้เรียบร้อยแล้ว ขั้นตอนต่อไปคือเริ่มนำ 8 เสาหลักของ Total Productive Maintenance ไปประยุคใช้โดยแต่ละเสาหลักมีรายละเอียดและขั้นตอนดังต่อไปนี้
เสาหลักที่ 1 : Autonomous Maintenance (JISHU HOZEN)
Autonomous Maintenance หรือ การบำรุงรักษาอัตโนมัติ ในภาษาญี่ปุ่นคือ “JISHU HOZEN” หมายถึงกลยุทธ์การบำรุงรักษาที่ผู้ควบคุมเครื่องจักรจะตรวจสอบอุปกรณ์ของตนเองอย่างต่อเนื่อง ทำการปรับเปลี่ยน และดำเนินการบำรุงรักษาเล็กน้อยในเครื่องจักรที่ตัวเองได้ดูแล สิ่งนี้จะทำได้เลยแทนที่จะต้องรอมอบหมายงานให้กับช่างซ่อมบำรุงเฉพาะเพื่อทำการซ่อมบำรุงและกำหนดเวลาบำรุงรักษาอย่างสม่ำเสมอ
เมื่อเริ่มใช้งานการบำรุงรักษาอัตโนมัติ (Autonomous Maintenance) หมายความว่าผู้ปฎิบัติงานจะต้องได้รับการฝึกฝน ฝึกอบรมด้านการบำรุงรักษา มีองค์ความรู้ครบถ้วนเกี่ยวกับงานที่จะต้องทำเป็นประจำ เช่น การดูแลความสะอาดของน้ำมันหล่อลื่นสามารถตรวจสอบได้ว่าน้ำมันหล่อลื่นมีความสกปรกหรือเสื่อมสภาพหรือยัง สามารถตรวจสอบปัญหาเบื้องต้นและซ่อมบำรุงได้ จากการเข้าใจกับส่วนประกอบของเครื่องจักรอย่างดี
ด้วยเป้าหมายสูงสุดของ Total Productive Maintenance คือ การเพิ่มประสิทธิภาพอุปกรณ์โดยรวมขององค์กรจึงมีเหตุผลที่จะต้องเริ่มต้นด้วยการบำรุงรักษาอัตโนมัติ (Autonomous Maintenance) จะช่วยให้พนักงานซ่อมบำรุงหลักไม่ต้องกังวลกับงานบำรุงรักษาที่แก้ไขได้ง่ายและเป็นเรื่องปกติที่ต้องพบเจอ พวกเขาจึงสามารถมุ่งเน้นไปที่โครงการบำรุงรักษาเฉพาะทางได้ จึงเกิดเป็นข้อดีหลายข้อเช่น
- เพิ่มพูนความรู้ของผู้ปฎิบัติงานเกี่ยวกับอุปกรณ์ของตน
- ดูแลรักษาอุปกรณ์ให้อยู่ในสภาพ “เหมือนใหม่” เพื่อให้มั่นใจว่าอุปกรณ์เหล่านี้สะอาดทั้งภายนอก และ ระบบหล่อลื่นภายในก็มีความสะอาดเช่นกัน
- หลังจากพนักงานมีความรู้ จะเพิ่มความสามารถในการมองเห็นปัญหาที่เกิดขึ้นก่อนที่เครื่องจะล้มเหลว
บทความที่เกี่ยวข้อง : Autonomous Maintenance คืออะไร ทุกเรื่องที่ควรรู้เกี่ยวกับ บำรุงรักษาอัตโนมัติ
เสาหลักที่ 2 : Focused Improvement (Kaizen)
Focused Improvement หรือในภาษาญี่ปุ่นคือ “Kaizen” เป็นคำภาษาที่ญี่ปุ่นที่แปลว่า “การเปลี่ยนแปลงเพื่อสิ่งที่ดีกว่า” หรือ “การปรับปรุงอย่างต่อเนื่อง” Kaizen เป็นส่วนหนึ่งของ TPM ที่เป็นปรัญชาในการดำเนินธุรกิจของญี่ปุ่นเกี่ยวกับกระบวนการที่ปรับปรุงการดำเนินงานอย่างต่อเนื่องและเกี่ยวข้องกับพนักงานทุกคน โดยกระบวนการดังกล่าวจะเป็นกระบวนการที่ค่อยเป็นค่อยไปและมีระเบียบแบบแผน
แนวคิดของ Kaizen ครอบคลุมความคิดที่หลากหลาย เกี่ยวข้องกับการทำให้สภาพแวดล้อมในการทำงานมีประสิทธิภาพและประสิทธิผลมากขึ้น โดยสร้างบรรยากาศในทีม ปรับปรุงขั้นตอนในการใช้ชีวิตประจำวัน สร้างความผูกพันกับพนักงานและทำให้งานบรรลุผลมากขึ้น เหนื่อยน้อยลงและปลอดภัยยิ่งขึ้น
แนวคิด Kaizen ระบุว่าไม่มีจุดจบที่สมบูรณ์แบบและทุกอย่างสมารถปรับปรุงได้ ผู้คนต้องพยายามพัฒนาและสร้างสรรสิ่งใหม่ๆอย่างต่อเนื่อง
บทความที่เกี่ยวข้อง : Kaizen คืออะไร ทุกเรื่องที่ควรรู้เกี่ยวกับ ไคเซ็น การใช้งาน หลักการ และประโยชน์
เสาหลักที่ 3 : Planned maintenance
Planned maintenance หรือ การบำรุงรักษาตามแผน หมายถึง กิจกรรมบำรุงรักษาที่มีการวางแผนจัดทำเอกสารและกำหนดเวลาล่วงหน้าไว้ จุดมุ่งหมายของการบำรุงรักษาตามแผน คือ การลดเวลาหยุดทำงานของเครื่องจักร (Machine Downtime) โดยการมีทรัพยากรที่จำเป็นทั้งหมดเตรียมไว้เรียบร้อยแล้ว เช่น แรงงาน ชิ้นส่วนอุปกรณ์ และ กลยุทธ์ในการซ่อมบำรุงและใช้ทรัพยากรที่เตรียมไว้
Planned maintenance มีสองประเภทหลักๆ
1.ประเภทแรก คือ Preventive Maintenance การบำรุงรักษาเชิงป้องกันตามแผน ซึ่งเป็นการบำรุงรักษาตามกำหนดเวลาโดยมุ่งเป้าไปที่การป้องกันและซ่อมแซมทรัพย์สินก่อนที่เครื่องจักรจะล้มเหลว ตัวอย่างเช่น จะดำเนินการเปลี่ยนน้ำมันหล่อลื่นทุก 3,000 ชั่วโมง หรือ 2 เดือนเพื่อป้องกันการเสียหายของ ซีล วาล์ว สึกหรอ
- บทความที่เกี่ยวข้อง : Preventive Maintenance คือ ทุกเรื่องที่คุณควรรู้เกี่ยวกับ การบำรุงรักษาเชิงป้องกัน
2.ประเภทที่สอง คือ การวางแผนบำรุงรักษาที่ไม่ได้กำหนดไว้ ซึ่งจะขึ้นอยู่กับกลยุทธ์ในการซ่อมแซมของทีมซ่อมบำรุง เป็นการเตรียมเปลี่ยนวัสดุ อุปกรณ์โดยเร็วที่สุดเมื่อเกิดความล้มเหลว จะใช้ในกรณีที่ อุปกรณ์นั้นๆ ไม่มีความสำคัญ หรือ มูลค่าต่ำ และ ไม่เหมาะกับการซ่อมบำรุง การเปลี่ยนจึงง่ายและรวดเร็วกว่า
- บทความที่เกี่ยวข้อง : Breakdown Maintenance คือ ทุกเรื่องที่คุณควรรู้เกี่ยวกับ การการบำรุงรักษาหลังเกิดเหตุขัดข้อง
เสาหลักที่ 4 : Quality Maintenance
Quality Maintenance หรือ การบำรุงรักษาคุณภาพ เป็นเสาหลักที่ 4 ของ Total Productive Maintenance โดยมีจุดมุ่งหมายคือการควบคุมให้ผลผลิตไม่มีความผิดพลาดเกิดขึ้นและส่งไปถึงมือลูกค้า (Zero Defect) กระบวนการนี้จะทำได้พนักงาน/ผู้ปฎิบัติงานต้องทำความเข้าใจและควบคุมปัจจัยต่างๆ ระหว่างการผลิตทั้ง กำลังคน วัสดุ เครื่องจักรและวิธีที่อาจจะทำให้เกิดข้อบกพร่องได้ กุญแจคือการป้องกันไม่ให้เกิดข้อบกพร่องตั้งแต่แรก แทนที่การติดตั้งระบบตรวจสอบที่เข้มงวดเพื่อตรวจจับข้อบกพร่องหลังจากที่ผลิตแล้ว
เสาหลัก การบำรุงรักษาคุณภาพ (Quality Maintenance) มุ่งเน้นไปที่การตรวจจับข้อผิดพลาดในการออกแบบการทำงานและการป้องกันในกระบวนการผลิต โดยใช้การวิเคราะห์สาเหตุที่แท้จริง (Root Cause Analysis) โดยเฉพาะหลักการ “5 Whys” เพื่อระบุและกำจัดแหล่งที่มาของข้อบกพร่องที่เกิดขึ้นซ้ำ ด้วยการตรวจหาแหล่งที่มาของข้อผิดพลาดหรือข้อบกพร่องในเชิงรุกกระบวนการต่างๆจึงมีความน่าเชื่อถือมากขึ้น
Quality Maintenance ช่วยในเรื่อง
- กำหนดเป้าหมายเฉพาะประเด็นด้านคุณภาพด้วยโครงการปรับปรุง ที่มุ่งเน้นไปที่การค้นหาและกำจัดแหล่งที่มาของข้อบกพร่อง
- ลดจำนวนของข้อบกพร่อง
- ลดค่าใช้จ่ายในการตรวจจับข้อบกพร่องหลังจากผลิตแล้ว (แก้ปัญหาที่ปลายเหตุ)
บทความที่เกี่ยวข้อง : Root Cause Analysis กระบวนการหาต้นเหตุของปัญหาด้วย “5 Whys”
เสาหลักที่ 5 : Early Equipment Maintenance (EEM)
Early Equipment Maintenance เป็นหนึ่งในเสาหลักของกิจกรรม TPM โดยเริ่มต้นที่กระบวนการใช้ความรู้ในทางปฎิบัติและความเข้าใจโดยเกี่ยวกับอุปกรณ์การผลิตของคุณ ที่ได้มาจากการบำรุงรักษาที่มีประสิทธิผลทั้งหมดและใช้เพื่อการปรับปรุงการออกแบบอุปกรณ์ใหม่ ซึ่งจะเป็นการออกแบบอุปกรณ์ที่มาจากการป้อนข้อมูลของผู้ใช้งานและดูแลเครื่องจักรอย่างใกล้ชิด ให้ซัพพลายเออร์สามารถปรับปรุงความสามารถในการทำงาน ความสะดวกในการบำรุงรักษา และวิธีการทำงานที่สะดวกต่อผู้ปฎิบัติงาน ของเครื่องจักรในการออกแบบในอนาคต
คุณสามารถศึกษาเรื่อง Early Equipment Maintenance อย่างละเอียดได้ที่นี้
เมื่อพูดถึงการออกแบบสิ่งสำคัญที่ต้องพูดถึงคือสิ่งต่างๆ เช่น ความง่ายในการทำความสะอาดเครื่องจักร ความง่ายในการดูแลระบบหล่อลื่น การวางการควบคุมตามหลักสรีรศาสตร์ในแบบที่ผู้ปฎิบัติงานสามารถใช้งานได้ง่ายและคำนึงถึงความปลอดภัย กระบวน Early Equipment Maintenance (EEM) มักนำหลักการของ Lean Manufacturing มาประสานกับการออกแบบและผลิตอุปกรณ์
กลยุทธ์ของ Early Equipment Maintenance ประกอบด้วยสามองค์ประกอบดังนี้
- การออกแบบเพื่อประกันคุณภาพการผลิต
- ออกแบบเพื่อความสะดวกและง่ายต่อการบำรุงรักษา
- เพื่อต้นทุนวงจรชีวิตผลิตภัณฑ์ (MTBF)
บทความที่เกี่ยวข้อง : lean คือ ทุกเรื่องที่ควรรู้เกี่ยวกับ lean manufacturing ในกระบวนการผลิต
เสาหลักที่ 6 : Training and Education
การให้ความรู้และการอบรมเป็นสิ่งจำเป็นอย่างยิ่งและเป็นส่วนหนึ่งที่สำหรับกระบวนการ Total Productive Maintenance หากไม่มีการฝึกอบรมบุคลากรพวกเขาจะให้ผลลัพธ์ปานกลางถึงแย่ บางครั้งอาจจะให้เกิดความผิดพลาดและส่งผลกระทบอย่างรุนแรงต่อผลผลิตโดยรวมขององค์กร ดังนั้นตั้งแต่ผู้ปฎิบัติงานจนถึงผู้จัดการอาวุโสทุกคนต้องมีส่วนร่วมในการฝึกอบรมได้รับข้อมูลเชิงลึกเกี่ยวกับความสำคัญ ขั้นตอนการใช้งาน รูปแบบการปฎิบัติของ TPM และด้วยเหตุนี้ควรได้รับการสนับสนุนจากผู้บริหาร
TPM ใช้ระบบระดับความเชี่ยวชาญในการฝึกอบรมแบ่งได้ดังนี้
- ไม่มีความรู้ : พนักงานยังไม่สามารถทำงานบางอย่างได้อย่างถูกต้อง
- มีความรู้พื้นฐาน : พนักงานมีความรู้ทางทฤษฎีที่จำเป็น แต่ไม่ใช่ทักษะที่จำเป็นในการปฎิบัติงาน
- มีประสบการณ์บางส่วน : พนักงานได้รับอนุญาตและมีความสามารถทำงานบางอย่างภายใต้การดูแลอย่างใกล้ชิด
- ผู้ปฎิบัติงานอิสระ : พนักงานสามารถปฎิบัติงานได้โดยไม่ต้องมีผู้ดูแล
- ที่ปรึกษา : พนักงานทีความรู้ทางทฤษฎีและมีประสบการณ์ในการปฎิบัติเพียงพอที่จะปฎิบัติงานได้อย่างอิสระ และสามารถดูแลแนะนำผู้อื่นได้
เสาหลักที่ 6 Training and Education นี้มีวิธีนำไปใช้และปฎิบัติได้อย่างมากมาย เช่น แผนการพัฒนาส่วนบุคคล หรือ หลักสูตรอบรมที่จัดโดยสถาบันที่มีความเชี่ยวชาญภายนอกและซัพพลายเออร์
เสาหลักที่ 7 : Health, Safety and Environment (HSE)
การรักษาสภาพแวดล้อมการทำงานที่ปลอดภัยหมายว่าพนักงานสามารถปฎิบัติงานในสถานที่ปลอดภัยไม่มีความเสี่ยงต่อสุขภาพ สิ่งสำคัญคือต้องสร้างสภาพแวดล้อมที่ทำให้การผลิตมีประสิทธิภาพมากขึ้น แต่ไม่ควรเสี่ยงต่อความปลอดภัยและสุขภาพของพนักงาน
ลักษณะพื้นฐานของสถานที่ทำงานควรสะอาด การทำความสะอาดชิ้นส่วนเครื่องจักรทั้งหมดจะต้องทำอย่างสม่ำเสมอเพื่อหลีกเลี้ยงอุบัติเหตุหรือการบาดเจ็บ สภาพแวดล้อมที่สะอาดมีผลกระทบทางจิตวิทยาเชิงบวกด้วยเหตุนี้จึงช่วยเพิ่มประสิทธิผลและประสิทธิภาพโดยรวมของผู้ปฎิบัติงานได้
ในระหว่างการอบรมเกี่ยวกับ TPM พนักงานจะต้องได้รับแนวคิด ความรู้ และความเข้าใจในการทำความสะอาด การดูแลด้านความปลอดภัยพร้อมกับการใช้อุปกรณ์และขั้นตอนต่างเพื่อช่วยในการดูแลสุขอนามัยโดยรวม เช่น
- Standard operating procedures (SOP’s) : คือ ชุดของคำแนะนำขั้นตอนโดยรวมขององค์กร ระเบียบปฎิบัติเพื่อให้บรรลุเป้าหมายอย่างมีประสิทธิภาพ
- Personal protective equipment (PPE) : ใช้งานอุปกรณ์ป้องกันส่วนบุคคล เช่น หมวก รองเท้าเซฟตี้ อย่างเคร่งครัดเพื่อลดการบาดเจ็บ
- First-aid Kits : มีชุดปฐมพยาบาลในสถานที่
บทความที่เกี่ยวข้อง : SOP คือ ทุกเรื่องควรรู้เกี่ยวกับ Standard operating procedures ในองค์กร
เสาหลักที่ 8 : TPM in Administration
แม้ว่า TPM จะเน้นที่เครื่องจักรและการผลิตเป็นหลัก การบำรุงรักษาที่มีประสิทธิผลโดยรวมควรพิจาณาให้ไกลกว่าแค่พื้นที่ในส่วนของโรงงาน ยังมีส่วนของฝ่ายสนับสนุนอีกหน่วงงานที่มีความสำคัญไม่แพ้กันคือแผนกธุรการและสำนักงาน
แผนกธุรการมีหน้าที่ในการสนับสนุนการผลิตโดยการปรับปรุงสิ่งต่างๆ เช่น การประมวลผลการสั่งซื้อ การจัดซื้อ และการจัดตารางเวลา ฟังก์ชั่นการดูแลระบบมักเป็นชั้นตอนแรกในกระบวนการผลิต ถ้าใช้ TPM ในงานบริหารได้ดีจะช่วยในเรื่อง
- ขยายประโยชน์ TPM ออกนอกส่วนของโรงงานด้วยการจัดการของเสียในส่วนของหน้าที่การบริหาร
- รองรับการผลิตผ่านการปรับปรุงการดำเนินการด้านการบริหาร เช่น การประมวลผลคำสั่งซื้อ และจัดการตารางเวลา
กาารวัดผล Total Productive Maintenance ของเครื่องจักร
หลังจากที่คุณได้เริ่มนำ 1 พื้นฐานและ 8 เสาหลักไปปรับใช้ในองค์กรขั้นตอนถัดไปคือการวัดประสิทธิภาพและประสิทธิผล โดยเครื่องมือที่จะใช้ในการวัดผลของ Total Productive Maintenance คือ Overall Equipment Effectiveness หรือ “OEE”
ประสิทธิผลโดยรวมของอุปกรณ์ (OEE) เป็นตัวชี้วัดในการหาปริมาณระดับการผลิตเมื่อเทียบกับศักยภาพสูงสุดในระหว่างการบำรุงรักษาตามกำหนดเวลา จะระบุเป็นเปอร์เซ็นต์ของเวลาการผลิตที่กำหนดไว้เช่น
- คะแนน OEE 100% เป็นการผลิตที่สมบูรณ์แบบ
- คะแนน OEE 85%
- คะแนน OEE 60%
- คะแนน OEE 40% คะแนนเฉลี่ยของผู้ผลิตที่ไม่มี TPM และ / หรือโปรแกรมแบบลีน
OEE คำนวนโดยการคูณความพร้อมของประสิทธิภาพและคุณภาพ และผลลัพธ์ที่เราได้รับจะอยู่ในรูปแบบของเปอร์เซ็นต์
OEE = (ความพร้อมใช้งาน) x (ประสิทธิภาพ) x (คุณภาพ)
บทความที่เกี่ยวข้อง : OEE คือ ทุกเรื่องควรรู้เกี่ยวกับ Overall Equipment Effectiveness
The 6 Big Losses
การจะเพิ่มประสิทธิผลของเครื่องจักรโดยรวม “OEE” ได้ คุณต้องหาตัวฉุดรั้งประสิทธิภาพและประสิทธิผลให้เจอ และสิ่งที่คอยฉุดรั้งคือ ความสูญเสียใหญ่ๆ หรือที่เรียกกันว่า The 6 Big Losses
จุดประสงค์ของการหาความสูญเสียครั้งใหญ่ทั้ง 6 คือ การจัดประเภทของความสูญเสียงของอุปกรณ์และใช้กระบวนการของ TPM เข้าไปแก้ไขปรับปรุงเพื่อขจัดความสูญเสียต่างๆออกไปจนหมดสิ้น
The 6 Big Losses นั้นมีอยู่ 6 ประการ คือ
- ความสูญเสียจากการที่เครื่องจักรขัดข้อง
- ความ สูญเสียจากการเตรียมงาน การเปลี่ยนไปผลิตผลิตภัณฑ์ชนิดต่อไป จะต้องมีการเตรียมเครื่องจักรก่อน เช่น เปลี่ยนแม่พิมพ์ เปลี่ยนจิ๊ก ซึ่งช่วงเวลานี้จะสูญเสียไปโดยไม่ได้มีชิ้นงานที่สมบูรณ์ออกมา
- ความ สูญเสียจากการหยุดเล็กๆน้อยๆ หรือการเดินเครื่องเปล่า เช่น การที่เครื่องจักรมีปัญหาชั่วคราว การมีของเสียเกิดขึ้น หรือมีข้อผิดพลาดในการทำงาน ทำให้ต้องหยุดการผลิตชั่วคราว
- ความ สูญเสียด้านความเร็ว หมายถึง การใช้เครื่องจักรด้วยความเร็วไม่ถึงที่ออกแบบไว้ สาเหตุหนึ่งของการสูญเสียนี้ คือ การที่เครื่องจักรเสื่อมสภาพ ซึ่งจะทำให้รอบการหมุนของเครื่องช้าลงหรือการที่ผู้ปฏิบัติงานไม่กล้าใช้เครื่องจักรที่ความเร็วสูงๆ เนื่องจากไม่มั่นใจในประสิทธิภาพของเครื่องจักร หรือการขาดความรู้เกี่ยวกับความสามารถของเครื่องจักร
- ความ สูญเสียจากของเสีย เมื่อมีของเสียและต้องทำการซ่อม จะทำให้เสียเวลาและค่าใช้จ่าย การที่เครื่องจักรเสื่อมสภาพนั้นมีผลทำให้โอกาสการเกิดของเสียมีมากขึ้น
- ความสูญเสียจากการเริ่มผลิตงานใหม่ ซึ่งเป็นช่วงที่เครื่องจักรยังไม่คงที่ มีผลทำให้ผลผลิตในช่วงนี้ต่ำ
ขั้นตอนการนำ Total Productive Maintenance ไปปฎิบัติ : Step by Step
มาถึงส่วนนี้คุณคงเข้าในความสำคัญ ที่มา ประโยชน์ และหลักการ 1 พื้นฐานและ 8 เสาหลักของ TPM กันแล้ว ขั้นตอนต่อไปคือการเริ่มต้นใช้งานในองค์กรของคุณ เราได้สรุปขั้นตอนในการใช้ Total Productive Maintenance ในองค์กรโดยมีขั้นตอนดังต่อไปนี้ครับ
ขั้นตอนที่หนึ่ง : ระบุพื้นที่นำร่อง (Identify a Pilot Area)
ในช่วงเรื่มต้นคุณอาจจะลังเลที่จะนำ TPM มาปรับใช้ทั้งองค์อรในคราวเดียว แต่เพื่อการทดสอบและวัดผลในช่วงแรกคุณควรเลือกเครื่องจักร หรือ อุปกรณ์เป้าหมายสำหรับใช้โปรแกรม TPM นำร่อง เมื่อคุณเลือกพื้นที่นำร่องให้พิจาณาคำถามดังต่อไปนี้
- อะไรง่ายที่สุดในการปรับปรุง? : การเลือกอุปกรณ์ที่ง่ายที่สุดในกาปรับปรุงช่วยให้คุณมีโอกาสได้ผลลัพธ์เป็นบวกในทันที
- ข้อจำจัด หรือ คอขวดอยู่ที่ใด : การเลือกอุปกรณ์หรือสถานที่สำหรับการใช้เป็นพื้นที่นำร่องของ TPM ถ้าประสบความสำเร็จจะช่วยให้บริษัทของคุณเพิ่มผลผลิตทันทีและคืนทุนได้อย่างรวดเร็ว แต่ถ้าขัดข้องแล้วส่วนที่เราทดลองเป็นโครงการสำคัญจะกระทบต่อกระบวรการผลิตได้ ถือเป็นความเสี่ยงที่ต้องพิจารณา
- ปัญหามากที่สุดคืออะไร : การเข้าไปแก้ไขอุปกรณ์หรือสถานที่ที่ทำให้ผู้ปฎิบัติงานกำลังประสบปัญหามากที่สุดจะได้รับการตอบรับอย่างดี ซึ่งจะช่วยเสริมสร้างการสนับสนุนสำหรับโปรแกรม TPM
ถ้าบริษัทคุณพึ่งจะพิจารณาใช้โปรแกรม TPM ทางเลือกที่ดีที่สุดมักเป็นตัวเลือกแรก “อะไรที่ง่ายที่สุดในการปรับปรุง” แต่ถ้าคุณมีประสบการณ์หรือมีผู้เชี่ยวชาญที่สามารถสนับสนุนคุณได้ การเข้าไปแก้ปัญหา “ข้อจำกัด หรือ คอขวด” จะช่วยปรับคุณผลกำไรได้และสร้างผลกระทบที่ดีต่อองค์กร
ขั้นตอนที่สอง : กู้คืนอุปกรณ์กลับสู่สภาพการทำงานระดับสูงสุด (Restore Equipment to Prime Operating Condition)
แนวคิดของการกู้คืนอุปกรณ์ให้อยู่ในสภาพการทำงานที่ดีเยี่ยมนั้นเกี่ยวข้องกับ กระบวนการ 5ส (5s) และ การบำรุงรักษาอัตโนมัติ (Autonomous Maintenance) ประการแรกหน่วยงานที่ได้รับหมอบหมายให้ทำ TPM ควรจะเรียนรู้ที่จะรักษาอุปกรณ์ให้อยู่ในสภาพเดิมอย่างต่อเนื่อง โดยใช้ระบบ 5ส จัดระเบียบดูแลความสะอาด เป็นมาตรฐานที่ต้องปฎิบัติตาม
ขั้นตอนคร่าวๆของ 5ส จะมีดังนี้
- รูปถ่าย : ถ่ายภาพพื้นที่และสถานะปัจจุบันของอุปกรณ์ จากนั้นโพสลงบอร์ดโครงการสำหรับติดตามผล
- จัดระเบียบ : ขั้นตอนการเคลียร์พื้นที่โดยการนำเครื่องมือที่ไม่ใช่แล้ว เศษวัสดุ และสิ่งที่คิดว่าไม่จำเป็น หรือเป็นขยะออกไป
- ทำความสะอาด : ทำความสะอาดบริเวณโดยรอบอย่างทั่วถึง (รวมถึงสารตกค้างจากการรั่วไหล เช่นคราบน้ำมันบนพื้น)
- ถ่ายรูปอัพเดทหลังจากคุณได้จัดระเบียน ทำความสะอาด
- ตรวจสอบ : คุณสามารถสร้างรายการตรวจสอบกิจกรรม 5ส อย่างง่ายสำหรับพื้นที่และอุปกรณ์ต่างๆ (กระบวนการสร้างมาตรฐานสำหรับกิจกรรม 5ส) กำหนดการตรวจสอบตามระยะเวลา รวมถึงให้ผลตอบรับเชิงบวกต่อผู้ปฎิบัติงานเพื่อสร้างกำลังใจ
เมื่อคุณกำหนดสถานที่จากข้อ 1 ระบุสถานที่นำร่อง และทำความสะอาดจัดเรียบตามหลักการ 5ส แล้ว คุณจะเริ่มสังเกตเห็นสถานะพื้นฐาน และปัญหาของอุปกรณ์ ณ ปัจจุบัน คุณสามารถใช้โปรแกรมบำรุงรักษาอัตโนมัติโดยการฝึกอบรมผู้ปฎิบัติงานเกี่ยวกับวิธีทำความสะอาดอุปกรณ์ รวมถึงวิธีตรวจสอบสภาพการสึกหรอ อาการ และความผิดปกติที่เกิดขึ้น การสร้างโปรแกรมการบำรุงรักษาอัตโนมัติยังหมายถึงการพัฒนาวิธีที่เป็นมาตรฐานในการทำความสะอาด ตรวจสอบ และดูแลระบบหล่อลื่นอย่างเหมาะสม
ขั้นตอนที่สาม : วัดค่าประสิทธิผลเครื่องจักร (Measure OEE)
ในขั้นตอนนี้จะมีการวางระบบเพื่อติดตาม OEE สำหรับอุปกรณ์เป้าหมาย การวัดผล OEE สามารถทำได้ด้วยตนเองผ่านการคำนวน คุณสามารถศึกษาข้อมูลโดยละเอียดในการคำนวน OEE ได้ที่ https://www.oee.com/ หรืออาจจะใช้โปรแกรมสำหรับช่วยในงานซ่อมบำรุงเช่นระบบ CMMS
เนื่องจากการสูญเสียที่ใหญ่ที่สุดเกี่ยวกับอุปกรณ์เป็นผลมาจากการหยุดงานของเครื่องจักรที่ไม่ได้วางแผนไว้ สิ่งสำคัญคือ คุณต้องเก็บข้อมูล จัดหมวดหมู่ หาสาเหตุ ของการหยุดชะงักของเครื่องจักรที่ไม่ได้วางแผนไว้ทั้งหมด ซึ่งจะช่วยให้คุณมองเห็นจุดที่เกิดเหตุหรือสาเหตุที่เกิดขึ้น
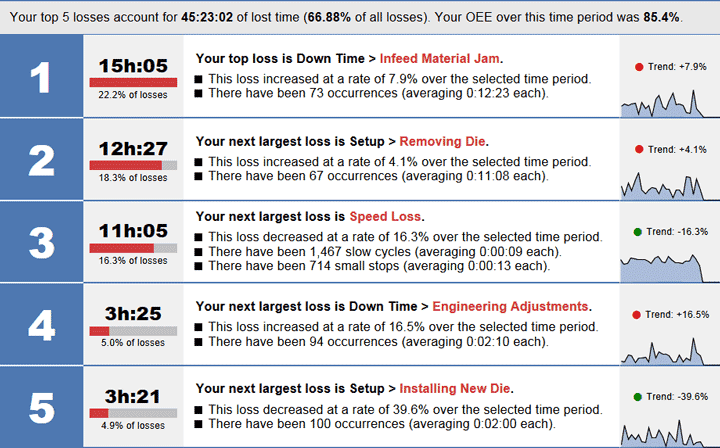
จัดอันดับ 5 ความสูญเสียจากการวัดค่า OEE เครดิตรูปจาก www.leanproduction.com
ขั้นตอนที่สี่ : จัดการความสูญเสียสำคัญ
เมื่อคุณได้ข้อมูลภาพรวมจากการเก็บข้อมูลของเครื่องจักรที่ขัดข้องแล้วถึงเวลาที่คุณจะลงมือแก้ไข ในขั้นตอนนี้จะใช้เครื่องมือจากเสาหลักที่เราได้กล่าวไปแล้วคือ Focus Improvement หรือ “Kaizen” ในการดำเนินการนี้ให้รวบรวมทีมผู้ปฎิบัติงาน เจ้าหน้าที่ซ่อมบำรุง หัวหน้างาน และฝ่ายที่สามารถดูข้อมูลจากระบบจัดการซ่อมบำรุงอย่าง CMMS และค่าสถิติของข้อมูล OEE โดยใช้การวิเคราะห์เพื่อหาสาเหตุที่แท้จริงของการสูญเสีย โดยกระบวนการอาจจะมีดังนี้
- เลือกการสูญเสียตามค่า OEE พิจาณาระยะเวลาหยุดงานโดยไม่ได้วางแผนไว้ (Machine Downtime) และความสูญเสียที่เกิดขึ้นอันดับต้นๆ
- ตรวจดูอาการของปัญหา รวมรวมข้อมูลโดยละเอียด พิจารณาจากอาการทางกายภาพ โดยพิจารณาจากภาพถ่ายประกอบ และค่าสถิติที่คุณได้รวบรวมไว้ หนึ่งเครื่องมือที่จะนำมาใช้คือ Fish Bone Diagram และ 5 Whys สำหรับการหาปัญหาที่แท้จริง
- พูดคุย ระดมความคิด โดยการพิจารณาจากหลักฐานที่คุณมีเพื่อหาวิธีที่ดีที่สุดสำหรับการแก้ปัญหา (ถ้าเป็นเรื่องที่คุณไม่ชำนาญแนะนำให้หาผู้เชี่ยวชาญภายนอกมาช่วย)
- กำหนดเวลาหยุดงานตามแผนเพื่อดำเนินการแก้ไข
- เมื่อแก้ไขเสร็จสิ้น หลังจากเริ่มเดินสายการผลิคใหม่ควรเข้าไปติดตามผล สังเกตอาการ ได้ผลอย่างไรควรจดบันทึกอาการและความเปลี่ยนแปลงที่เกิดขึ้น
ขั้นตอนที่ห้า : ดำเนินการบำรุงรักษาตามแผน
ขั้นตอนสุดท้ายของกระบวนการติดตั้ง Total Productive Maintenance คือ การรวมเทคนิกการบำรุงรักษาเชิงรุก และ การบำรุงรักษาเชิงป้องกัน (Preventive Maintenance) เข้ากับโปรแกรมของคุณ ตามเสาหลักที่ 3 “Planned Maintenance” เลือกส่วนประกอบที่ควรได้รับการบำรุงรักษาเชิงรุกโดยดูจากปัจจัย 3 ประการได้แก่ ส่วนประกอบที่สึกหรอ ส่วนประกอบที่ล้มเหลว และจุดที่คุณเน้นเป็นพิเศษ และในบางกรณีสาเหตุทั้ง 3 ประการมักมาจากแหล่งเดียวกัน คือ จาก ความสกปรกและเสื่อมสภาพในน้ำมันจนการหล่อลื่นไม่ดีพอและส่งผลให้เครื่องจักรล้มเหลวในที่สุด
การบำรุงรักษาเชิงรุกแท้จริงแล้วไม่ได้ถูกกำหนดไว้เป็นหนึ่งในเสาหลักใดๆ คุณสามารถปรับเปลี่ยนได้ตามความเหมาะสมเนื่องจาก TPM ถูกคิดค้นและใช้งานมาตั้งแต่ช่วงปี 1960 คุณสามารถใช้เทคนิกสมัยใหม่เข้าไปประยุคเพื่อปรับปรุงคุณภาพการซ่อมบำรุงได้แบบไม่มีข้อจำกัดใดๆ
การจะเพิ่มประสิทธิภาพของการซ่อมบำรุง เพิ่มประสิทธิผลโดยรวม และลดความสูญเสียสำคัญคุณต้องระบุ รากของปัญหาของเครื่องจักรคุณห้ได้ เหตุใดเครื่องจักรถึงล้มเหลว ขุดไปให้ถึงต้นตอและเมื่อคุณเข้าไปจัดการปัญหาได้แล้วจะลดอัตราการซ่อมบำรุงได้อย่างมากครับ
สรุปเรื่อง Total Productive Maintenance (TPM)
หลักๆแล้ว Total Productive Maintenance คือ การปรับปรุงความน่าเชื่อถือของอุปกรณ์ผ่านความเป็นเจ้าของและความร่วมใจในการบำรุงรักษาของพนักงานทุกคน ถ้าคุณสามารถทำอย่างถูกต้อง TPM สามารถสร้างผลลัพธ์ที่สามารถวัดผลได้และมีความยั่งยืน เช่น ประสิทธิผลการผลิตดีขึ้น ระบบการบำรุงรักษาดีขึ้น หรือ ต้นทุนการบำรุงรักษาลดลง